アルミのスポット溶接です。
アルミになると少し溶接の難易度が上がるようですね・・

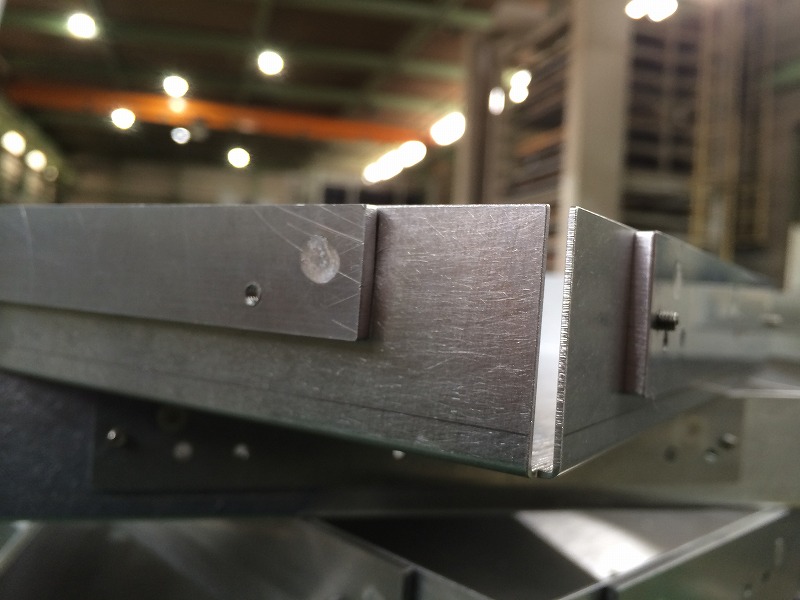
スポット溶接は、ひずみが少なく、外観が美しい、しかも熟練の技術を必要としないので誰がやっても容易に溶接できるなどの特性あります。
![]()


HOME > アルミスポット溶接
2015年2月
2015.02.27
アルミのスポット溶接です。
アルミになると少し溶接の難易度が上がるようですね・・
スポット溶接は、ひずみが少なく、外観が美しい、しかも熟練の技術を必要としないので誰がやっても容易に溶接できるなどの特性あります。
2015.02.26
本社より移動してきた新人さんです。
初めての3次元測定器!
前向きに取り組んでくれています。
早速、新規プログラムの立ち上げです。
覚えも早く前向きなので今後が期待できる新人さんです。
一緒に頑張ろー\(*⌒0⌒)♪
2015.02.24
アルミのA5052材でモニター台を製作しました。
板厚は5mmです。
サイズは 500X400 H400 程度です。
出来上がりはこのような感じにです。

2重構造になっていて後ろからは
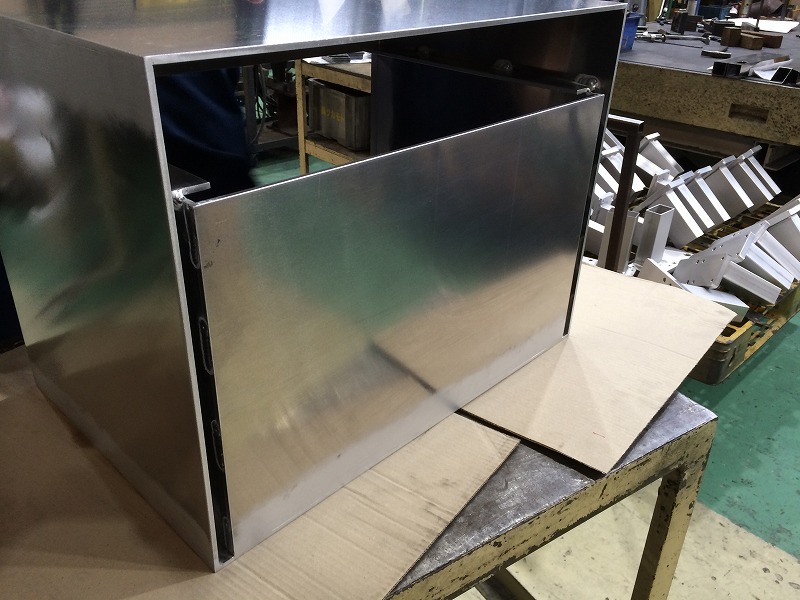
内側は

重さは15kg前後でした。
2015.02.23
表面仕上げの比較をしてみました。
比較対象はバフ、バレル、電解研磨の3種類です。
溶接加工後に最終仕上げをしています。

バフ仕上げ(鏡面仕上げ)・・・普通のバフ工程で鏡面仕上げをしたもの
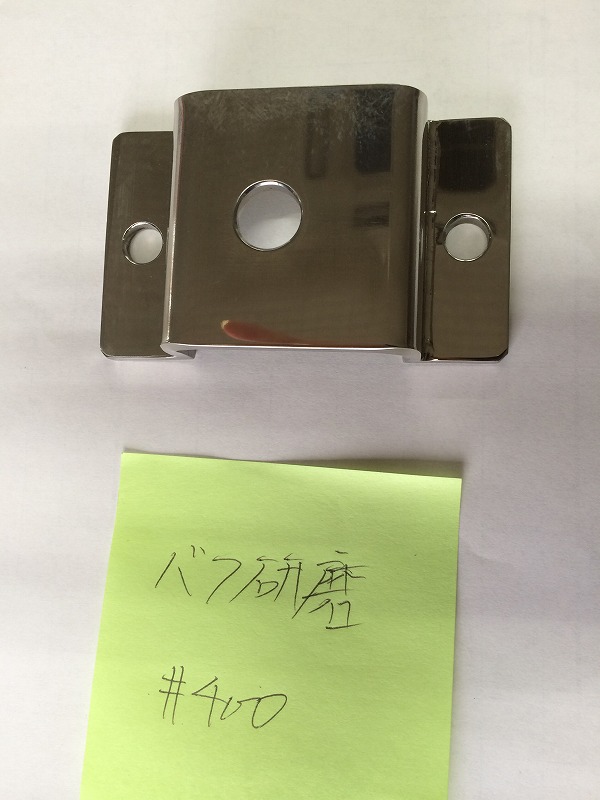
バレル仕上げ・・・社内のバレル研磨にて仕上げたもの
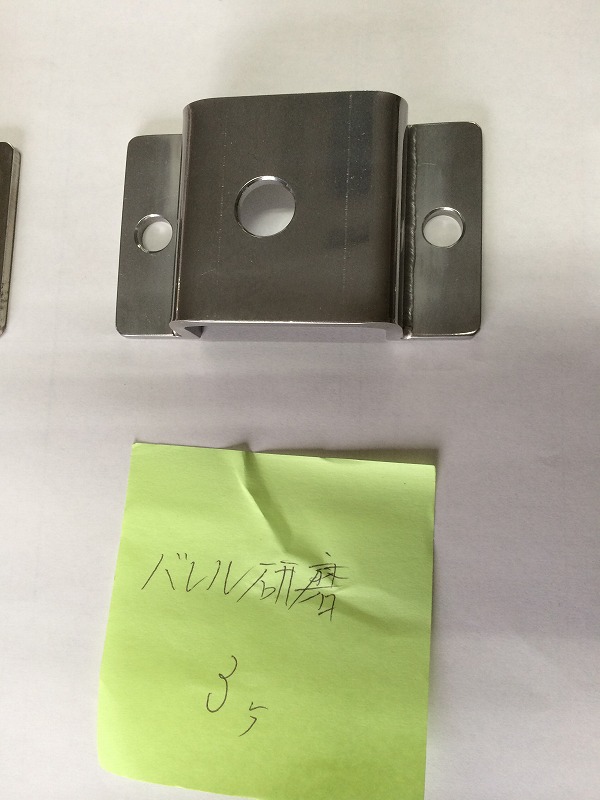
電解研磨・・・電気化学的に溶解させ、平滑化及び鏡面化を施す処理方法
複雑な形状には最適!!

やはり電解研磨がずば抜けて綺麗ではないでしょうか!!
2015.02.20
今日はいつもよりちょっと早く仕事が終了!━━(*´∀`*b)━━

空が少し白んでいてなんだか綺麗です。
みんなはまだ仕事中だから駐車場には車がズラリ・・・
金曜日ということもありお先に失礼しまーすヾ(・ω・`)ノ